

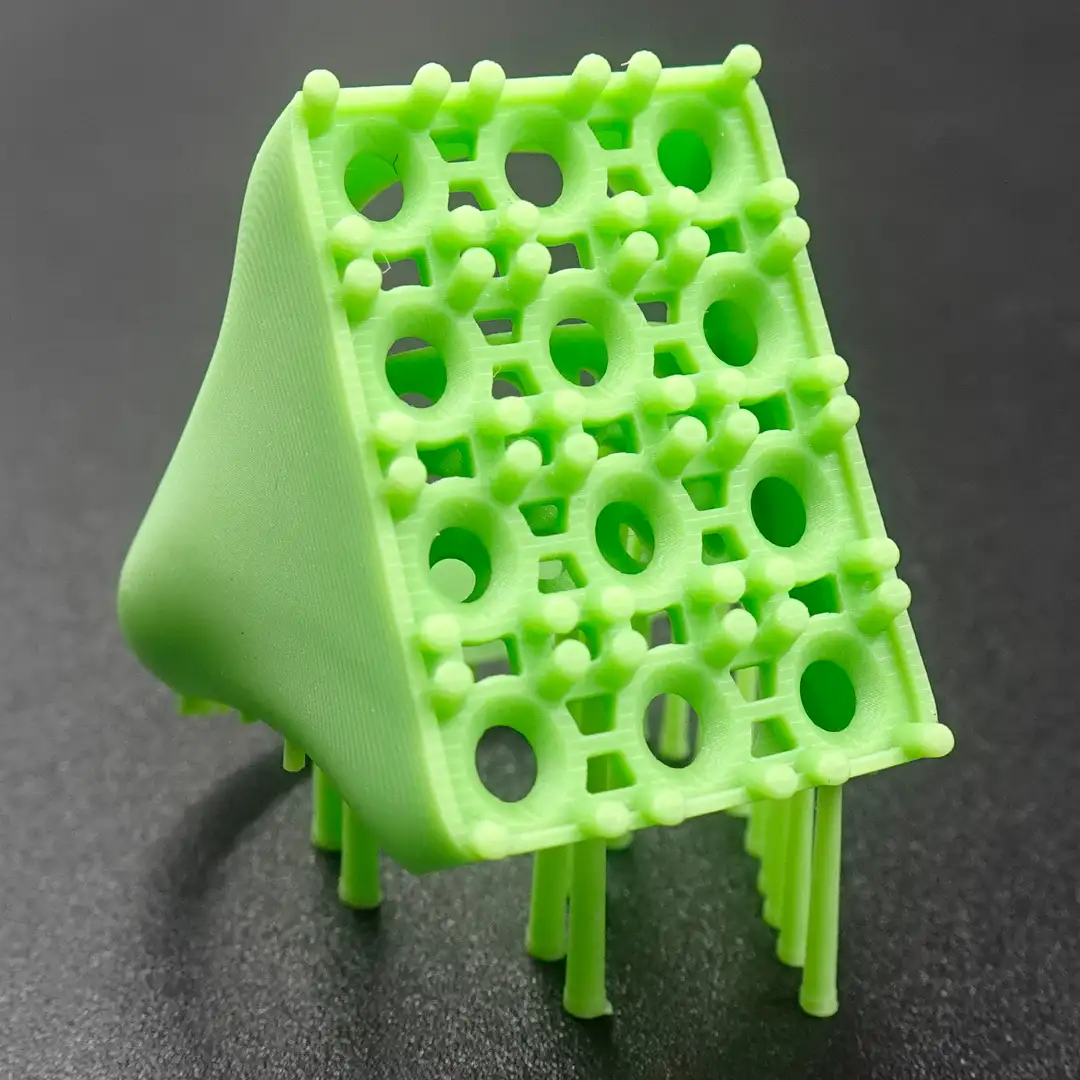

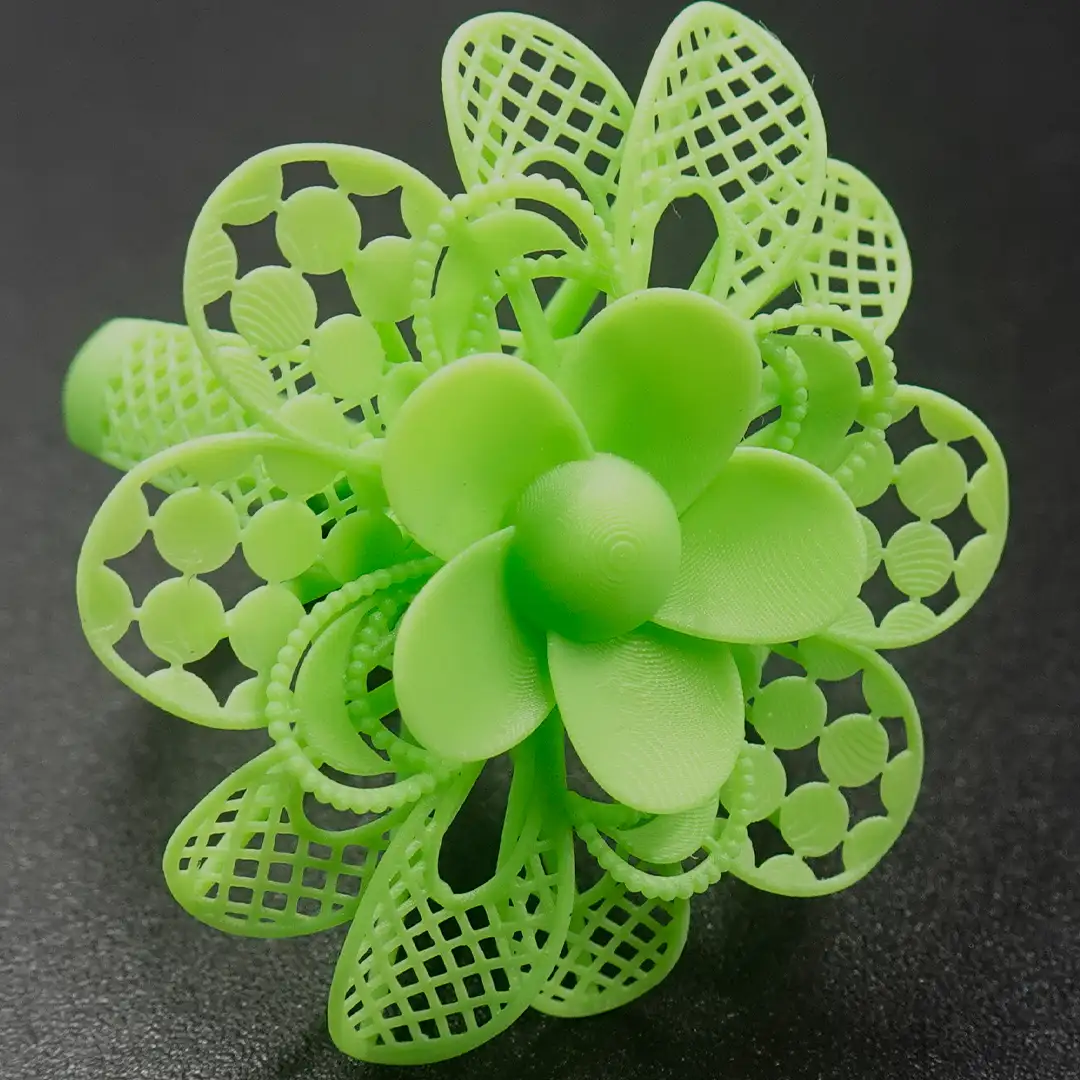
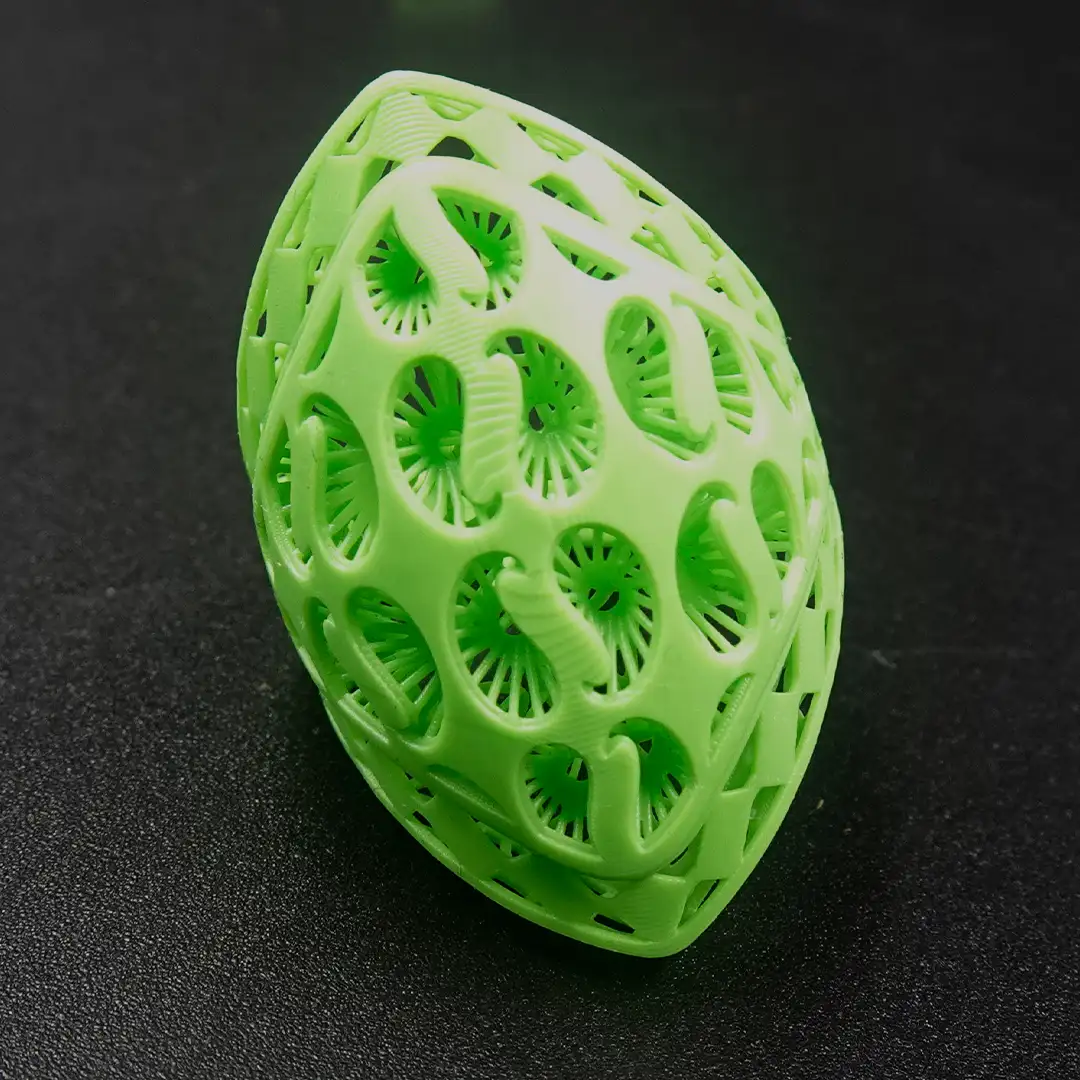
Velvet, the advanced Castable Resin for jewelry manufacturing, offers unparalleled detail, surface smoothness, and ease of integration with your 3D Printing and Casting setup. It can be used on all DLP and LCD Printers. Born from precise research and development, Velvet offers unmatched versatility in our Resin line, delivering ash-free burnout in various investment burnout procedures. Essential for jewelry manufacturers, Velvet is a must-have Resin in your casting arsenal. Upgrade your production process with the next generation of Castable Resins.
-

DLP/LCD Compatible
-

Smoother Surfaces
-

Fusion & Standard Designs
-

No Post Curing
-

No Shrinkage
-

Smooth Casting
Information
Technical Details
| Filigree | Fusion | Standard | Solid Parts | Chains | |
|---|---|---|---|---|---|
| Printability |
Filigree
|
Fusion
|
Standard
|
Solid Parts
|
Chains
|
| Castability |
Filigree
|
Fusion
|
Standard
|
Solid Parts
|
Chains
|
| Property | Value | Standard |
|---|---|---|
|
Property
Density |
Value
1.09 gram/cm3 |
Standard
ASTM D1475-13(2020) |
|
Property
Tensile Strength |
Value
10.99 MPa |
Standard
ASTM D638-14 |
|
Property
Flexural Strength |
Value
19.94 MPa |
Standard
ASTM D790-02 |
|
Property
Flexural Modulus |
Value
353.75 MPa |
Standard
ASTM D790-02 |
|
Property
Shore D Hardness |
Value
73 |
Standard
ASTM D2240-15(2021) |
|
Property
Viscosity |
Value
27.35 Seconds |
Standard
DIN 53211-4 |
|
Property
Color |
Value
Lime Green |
Standard
- |
Printing Instructions
- Make sure to Pre-Heat up to 45C the Resin and shake the bottle for 30 seconds before pouring into the Tray.
- If the Resin is sitting on the tray for longer Periods, Make sure to Mix it with Silicone Spatula Timely.
- It is a good practice to filter the Resin after every Job.
- It is suggested to Pre-Scale the model by 3% to compensate for shrinkage in Extra Light Designs.
Washing Instructions
- It is recommended to use Ethyl Alcohol 99% for washing the prints.
- While washing the prints do not soak Printed models in alcohol for more than 20 seconds.
- Always used compresses air for drying the Printed Models
- Using Ultra Sonic or any other automatic washing equipment don’t soak more than 30 seconds.
- Make sure that Printed Model is clear of any residue resin or alcohol after washing and drying.
Investment Mixing
Proto Resins recommends the following Investment Powders:
- Prestige Optima by Certis
- Ransom and Rundolph's Plasticast
- G-Mix by Gesswein
- X-Vest by Bluecast
Investing and casting from resin prints can be tricky, to say the least. The following recommendations are meant to assist our customers in obtaining the best possible casting results when investing and casting from resin prints.
It is recommended to use a 37/100 water to powder ratio for investing large, thicker prints, and a 38/100 ratio for lighter, smaller prints. Using more water will create a weaker investment mold for burning out resin.
After investing is completed, and before proceeding with burnout, allow invested flasks to sit (bench-set) undisturbed in a vibration-free area for a minimum of 3 to 4 hours (depending on flask size). (3 hours for flask sizes less than 3” x 4” (76.2 x 101.6 mm) and up to 4 hours for larger flask sizes. Drying out the investment and removing too much moisture can lead to mold cracks and metal flashing.
It is advised to use Investment Brands that are exclusive for Resin Casting and pay special attention to the manufacturer’s instructions as well.
Burnout Cycles
BURNOUT CYCLE #1
(Recommended for flask sizes less than 50.8 x 76.2 mm (2” x 3”))
- Load flask into room temperature oven, and ramp to 150°C (302°F) over 30 minutes.
- Hold at 150°C (302°F) for 3 hours.
- Ramp to 750°C (1382°F) over 3 hours.
- Hold at 750°C (1382°F) for 4 hours.
- Reduce oven to flask temperature for casting.
- Hold flask temperature for casting for 2 hours to stabilize temperature throughout the mold.
- Cast.
BURNOUT CYCLE #2
(Recommended for flask sizes larger than 50.8 x 76.2 mm (2” x 3”))
- Load flask into room temperature oven and ramp to 110°C (230°F) over 30 minutes.
- Hold at 110°C (230°F) for 3 hours.
- Ramp to 450°C (842°F) over 1 hour (60 minutes).
- Hold at 450°C (842°F) for 2 hours.
- Ramp to 780°C (1436°F) over 2 hours.
- Hold at 780°C (1436°F) for 4 hours.
- Reduce temperature to desired flask temperature for casting.
- Hold flask temperature for casting for 2 hours.
- Cast.
RAPID BURNOUT #1
(For use with small flasks less than 50.8 x 50.8 mm (2” x 2”) with one or two prints on tree)
- Load flasks into oven pre-heated to 150°C (302°F).
- Hold at 150°C (302°F) for 2 hours.
- Ramp to 450°C (842°F) over 1 hour.
- Hold at 450°C (842°F) for 30 minutes.
- Ramp to 780°C (1436°F) over 1 hour.
- Hold at 780°C (1436°F) for 2-3 hours (depending on thickness of design).
- Reduce oven to flask temperature for casting.
- Hold flask temperature for casting for 1 hour.
- Cast.
RAPID BURNOUT #2
(For use with flask sizes less than 3” x 4”) Observe recommended bench-set time.
- Load flasks into oven pre-heated to 550°C (1022°F).
- Hold at 550°C (1022°F) for 1 hour.
- Increase temperature to 780°C (1436°F) within 2 hours.
- Hold at 780°C (1436°F) for 4 hours.
- Reduce temperature to desired flask temperature for casting.
- Hold flask temperature for casting for 1 hour.
- Cast.
Frequently Asked Questions About The Velvet Castable Resin
Why is Velvet recommended for beginners and small workshops?
Velvet has strong layer adhesion, forgiving printability, and works across all DLP and LCD printers. It's the easiest ProtoResins castable to get consistent results with when you're still refining your workflow for 3D Printing & Casting.
Does Velvet really leave zero ash during burnout?
Yes — Velvet is formulated for ash-free burnout provided that proper Investment Rations and Burnout cycle is used, so you don't have to compromise casting quality for ease of use.
Can Velvet handle complex micro-pavé and filigree?
It handles them well for most production work. For the very finest edge detail on ultra-fine filigree, Sharp is a better choice — but Velvet covers most jewelry categories comfortably.
How Velvet compares to Forowax Resin?
Velvet is an upgraded evolution of Forowax resin, offering enhanced performance across both printing and casting. It delivers noticeably smoother surface finishes in prints, which directly translates into superior casting quality with finer detail and reduced post-processing.
Is Velvet compatible with both DLP and LCD printers?
Yes, Velvet works on most of DLP and all LCD printers.
Note: Most DLP printers are locked to specific resins.